

Esco eversharp斗唇安装
发布时间:
2021-09-15 00:00

ESCO Eversharp 斗唇安装介绍
ESCO Eversharp 正铲挖掘机斗唇安装
简介:
将Eversharp斗唇安装到铲斗上,包括三步
1 按要求在原有铲斗上划线,确定切割位置
2 沿划线位置将原有铲斗的斗唇用气割切除
3 将ESCO Eversharp斗唇焊接到铲斗切口上
重要提示:
为保证铲斗容量、装载能力和重量平衡,必须仔细遵守以下说明,仔细的安装也会确保附件发挥最佳强度、耐磨寿命和使用效率。
如果对安装程序有疑问,或者需要其他额外信息,请停止安装工作并与ESCO人员联系。
请遵守以下操作规程:
• 确保操作者和维护人员完全理解ESCO EVERSHARP斗唇的使用和维护方法。
• 每日检查部件紧固程度。
• 及时更换磨损部件。
• 确保备有一套备件在工作现场——尤其是齿尖和护套。
一 安装前的准备:
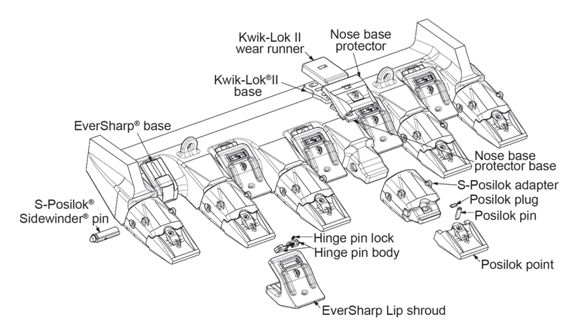
1.1 ESCO EVERSHARP斗唇的所有组件都已运至现场。为了便于安装和焊接,必须将所有唇翼、护套、齿尖、齿根和螺旋销拆下,以避免焊接时造成电弧损伤。
注意:焊接时如果不拆下护套,将会造成护套和斗唇损伤。
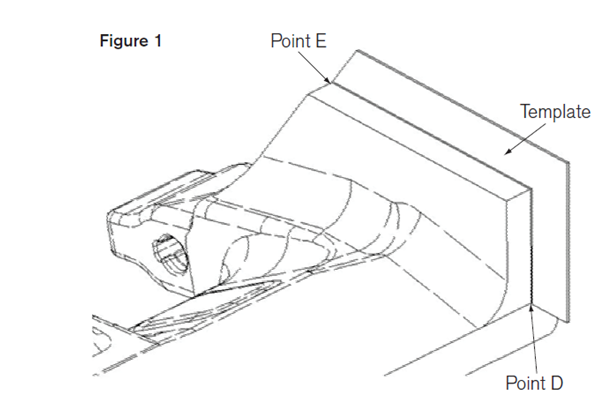
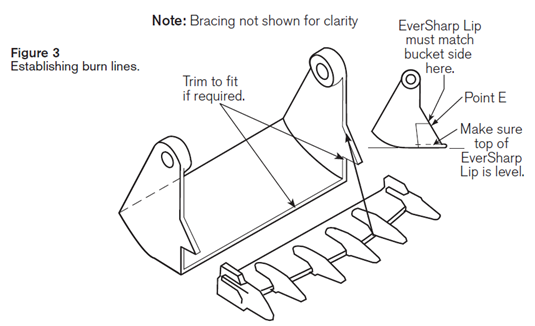
1.2 为确定已有铲斗两侧的切割形状,需要用硬纸板之类的材料制作一个样板,画出ESCO Eversharp斗唇后端的边缘和两侧轮廓,如图1所示。确保样板覆盖斗唇两侧上边的全长,下边延伸到两翼的后部。标记出D点和E点。
重要提示:
为确保切割和焊接过程中不产生变型,建议对铲斗进行临时支撑。
二 切割去除原有斗唇
如图2 所示,将Eversharp斗唇轮廓在铲斗上进行放线。
警告:将铲斗置于水平表面上并垫/塞稳妥,确保在工作过程中不会发生移动,如图2所示。
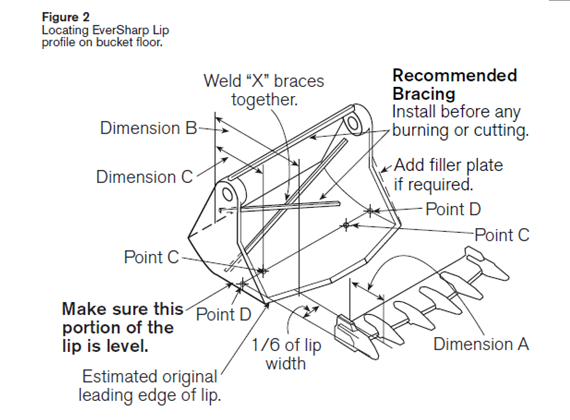
2.1 测量并记录Eversharp斗唇在宽度的1/6处的深度(尺寸A)。
2.2 在铲斗的内侧,总宽度的1/6处取一点,测量并记录在该点处,原有斗唇前沿到铲斗后部的距离(尺寸B)
2.3 B—A=C, 得到尺寸C,在原有斗唇宽度的1/6处,从铲斗后部向前量取长度C,从而得到交点C。
2.4 采用同样方法在另一侧获得同样点C,作直线连接两点,从而确定切割线,切割线与铲斗两侧交点为D点。
2.5 如果原有斗唇是ESCO Loadmaster铸造式斗唇,那么两翼的轮廓线应是完全一样的。
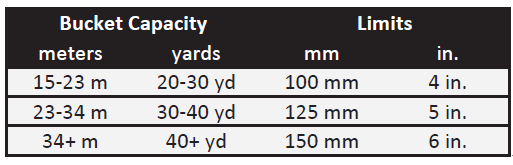
2.5.1 将Eversharp斗唇样板放置于铲斗内侧,样板上的D点与铲斗上的D点对齐,如果这时样板上的E点没有与铲斗两侧的边缘对齐,就需要将样板在表3所示数值范围内作相应移动,以对齐E点。
如果在该范围内移动仍无法对齐E点,或者对铲斗轮廓的改动导致样板需要重新制作,请停止作业并联系ESCO人员。
2.5.2 确保样板在斗唇上正当放置,在铲斗两侧描绘出样板轮廓,如果样板在步骤1所列的范围内移动了,就需要按照样板上的D点重新确定切割线,与铲斗后部平行。
重要提示:确保反复检查整条切割线位置。
2.5.3 移除样板,沿切割线切除原有斗唇。
三 安装Eversharp斗唇
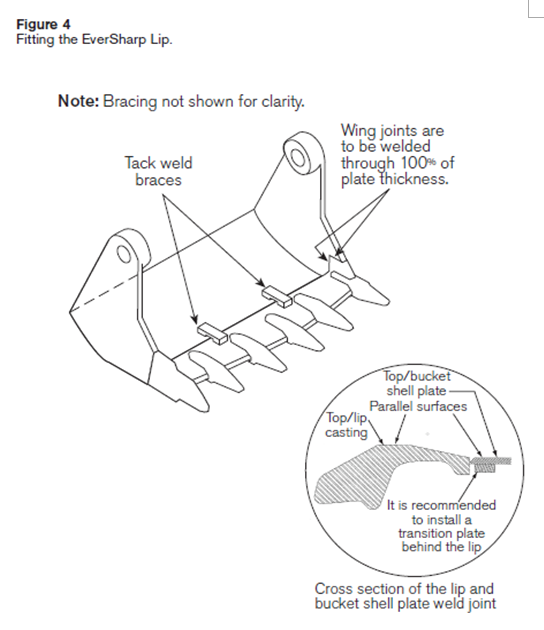
3.1 确保铲斗的切割边缘和Eversharp斗唇的边缘无碰撞和其他影响安装的变型,按图4所示,按需进行适当倾斜。
3.2 将Eversharp斗唇与铲斗靠紧并对正中心,可能需要进行一些边缘修整以便实现对正。
重要提示:确保Eversharp斗唇保持水平并与原有斗唇保持一直的切入角,Eversharp斗唇的上方与铲斗底部平面保持平齐。
3.3 当Eversharp正确对正到位后,点焊固定以准备最终焊接。
四 最终焊接
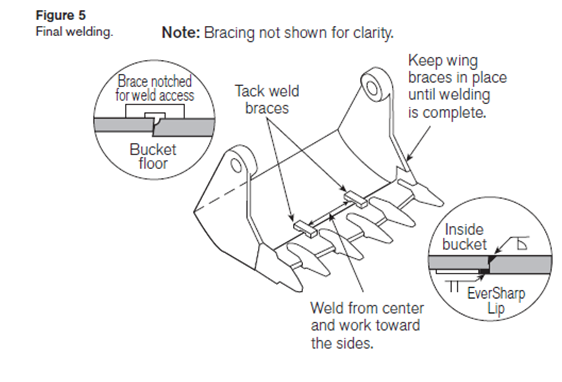
利用边角材料,制作两个连接固定块,将斗唇与铲斗点焊固定牢固。在固定块上开两个凹口以便后续焊接可以达到其下部。
推荐的焊接方法和焊接材料参见手册P6000GEN,包括安装数据。
在预热后,从中心位置开始焊接,向铲斗两侧进行。
注意:
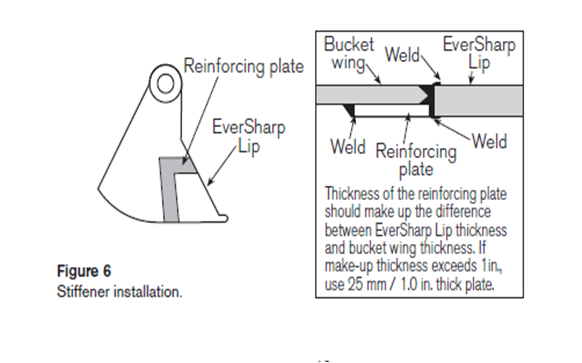
ESCO推荐在紧临Eversharp斗唇的外侧安装加固板,尤其是在重载荷工况下使用,如图6所示。
五 焊接说明总结
焊条:E7016或E7018低氢型(烘干)。
预热温度:当环境空气温度在5°C/40°F以上时: 95°C/200°F
当环境空气温度在5°C/40°F以下时: 175—— 200°C/350——
400°F
层间温度:低于260°C/500°F
后热温度:当环境空气温度在5°C/40°F 以下时:175—— 200°C/350—
400°F 然后冷却。
使用单焊道编织宽度不超过19mm/0.75in的短线状焊道,焊后除渣。
版权所有:博德凯石机械设备(营口)有限公司 辽ICP备19018819号 网站建设:中企动力 大连 seo标签